








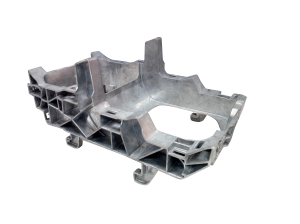
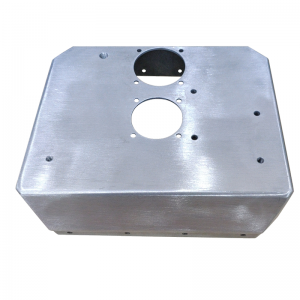
Base e tapa de aluminio fundido a presión da carcasa da ODU
Especificacións
Como se fabrican as pezas fundidas a presión de aluminio?
As matrices de fundición de aluminio que se crean con aceiro para ferramentas endurecido deben fabricarse en polo menos dúas seccións para que se poidan extraer as pezas fundidas. O proceso de fundición a presión de aluminio é capaz de producir decenas de miles de pezas fundidas de aluminio en rápida sucesión. As matrices están firmemente montadas na máquina de fundición a presión. A metade fixa da matriz é estacionaria. A outra, a metade da matriz inxectora, é móbil. As matrices de fundición de aluminio poden ser simples ou complicadas, con guías, núcleos ou outras pezas móbiles, dependendo da complexidade da fundición. Para comezar o proceso de fundición a presión, as dúas metades da matriz suxíranse entre si mediante unha máquina de fundición. Inxéctase unha aliaxe de aluminio líquida a alta temperatura na cavidade da matriz e solidifícase rapidamente. Despois, ábrese a metade móbil da matriz e expúlsase a peza fundida de aluminio.
Vexa o vídeo das nosas instalacións de fundición a presión de aluminio para obter máis información sobre Kingrun. O vídeo tamén está dispoñible enKingrun en Youtube.com
Servizos de fundición a presión de aluminio personalizados:
Recorte
Desbarbado
Desengraxamento
Revestimento de conversión
Revestimento en po
Roscado e mecanizado CNC
Inserto helicoidal
Inspección completa
Asemblea
Operacións secundarias de fundición a presión de aluminio que ofrecemos:
·Mecanizado CNC de alta precisión, fresado, perforación, roscado, revestimento electrónico, anodizado
Vantaxes da base e tapa fundidas a presión dos disipadores de calor
Os disipadores de calor fundidos a presión prodúcense cunha forma case perfecta, requiren pouca ou ningunha montaxe ou mecanizado adicional e poden variar en complexidade. Os disipadores de calor fundidos a presión son populares nos mercados de LED e 5G debido aos seus requisitos únicos de forma e peso, así como ás necesidades de produción de alto volume.
1. Producir formas 3D complexas que non son posibles na extrusión ou na forxa
2. O disipador de calor, o marco, a carcasa, o recinto e os elementos de fixación pódense combinar nunha única peza de fundición
3. Os buratos pódense perforar na fundición a presión
4. Alta taxa de produción e baixo custo
5. Tolerancias axustadas
6. Dimensionalmente estable
7. Non se require mecanizado secundario
Proporcionar superficies excepcionalmente planas (boas para o contacto entre o disipador de calor e a fonte)
Taxas de resistencia á corrosión de boas a altas.
Preguntas frecuentes sobre o proceso de fundición a presión
1. Podes axudarnos a deseñar ou mellorar o deseño do meu produto?
Contamos cun equipo de enxeñería profesional para axudar aos nosos clientes a crear o seu produto ou mellorar o seu deseño. Necesitamos comunicación suficiente antes do deseño para comprender a súa intención.
2. Como obter unha cotización?
Envíenos debuxos 3D en formato IGS, DWG, STEP, etc. e debuxos 2D para solicitar tolerancias. O noso equipo comprobará todos os seus requisitos de orzamento e realizará unha oferta en 1 ou 2 días.
3. Podes facer a montaxe e o paquete personalizado?
Si, temos unha liña de montaxe, polo que podes rematar a liña de produción do teu produto como último paso na nosa fábrica.
4. Ofrecédes mostras gratuítas antes da produción? E cantas?
Ofrecemos mostras T1 gratuítas de 1 a 5 unidades. Se os clientes precisan máis mostras, cobraremos mostras adicionais.
5. Cando enviarán as mostras T1?
O molde de fundición a presión tardará de 35 a 60 días laborables, despois enviarémosche unha mostra T1 para a súa aprobación. E de 15 a 30 días hábiles para a produción en masa.
6. Como enviar?
As mostras gratuítas e as pezas de pequeno volume adoitan enviarse por FEDEX, UPS, DHL, etc.
A produción de gran volume adoita enviarse por aire ou por mar.


Categorías de produtos
-

Base e tapa de fundición de aluminio para exteriores 5G...
-
Base de fundición a presión de aluminio para automóbiles...
-

Cuberta superior da banda base de fundición a presión das carcasas MC
-

Cuberta de cable pequena de fundición a presión de aluminio de electrodomésticos...
-

Base de apoio para repousabrazos de aluminio fundido de alta presión...
-
Cuberta traseira de fundición de aluminio da caixa eléctrica




